 English
English Español
Español Русский
Русский- Главная
- Продукция
- Линия для производства кровельных FRP-листов
- Серия SH1500
- Линия улучшенного типа для производства светопрозрачного FRP-листа SH1500
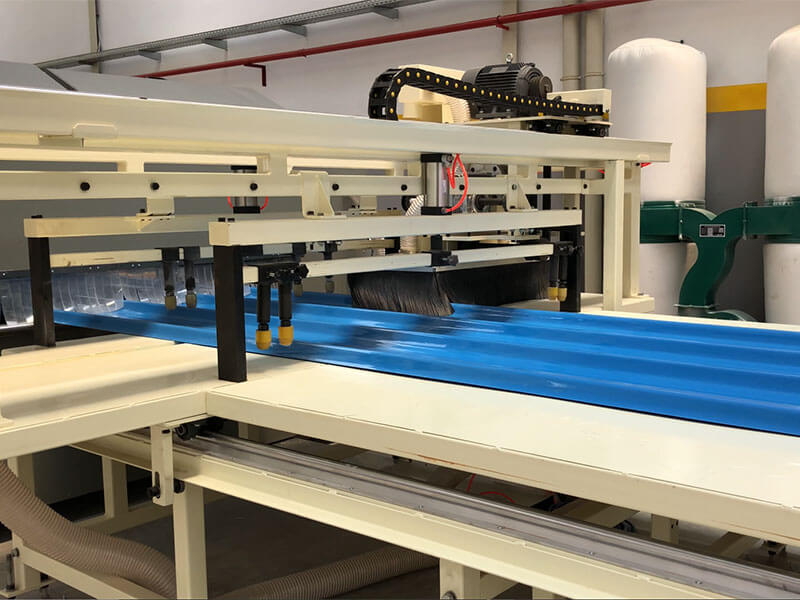

Линия базового типа для производства светопрозрачного FRP-листа SH1500
- Описание товара
Линия предназначена для изготовления гелькоутного шифера, кровельных листов и других кровельных элементов, таких как FRP-фальцовочные планки. Непрерывный производственный процесс. Различные типы FRP-профилей изготавливаются на одной производственной линии.
- Преимущества изделий
Верхний узел гелькоута предназначен для нанесения гелькоутового слоя на готовые изделия. Безвоздушная система нанесения гелькоута исключает вибрацию ПЭТ-пленки и гарантирует высокое качество гелькоутового слоя. Весовая дозирующая система оснащена резервуарами, что делает работу дозирования более точной и удобной. Бесимпульсная система дозирования смолы обеспечивает сверхточную подачу материала с широким диапазоном регулировки расхода. Поддерживается работа с дополнительными модулями подачи порошка. Пропиточные платформы оснащены независимой системой нагрева и температурного контроля. Они обеспечивают быструю пропитку при любых температурах окружающей среды и значительно повышают производительность линии. Автоматизированная система управления на базе ПЛК оснащена трехэкранным интерфейсом HMI. Все технологические параметры задаются через дисплей. Операторы быстро осваивают управление после краткого обучения. Три независимые зоны регулировки формования и отверждения оснащены специально запрограммированным ПИД-алгоритмом. Оборудование выполняет быстрый предварительный нагрев с малым энергопотреблением, повышает степень полимеризации изделий и гарантирует стабильно высокое качество. Максимальная рабочая температура зон отверждения составляет 120 ℃. Данный режим подходит как для стандартной температурной системы отверждения (MEKP), так и для высокотемпературной системы (CHP). В трех зонах установлено шесть печей с шестью внутренними контурами циркуляции горячего воздуха, что позволяет сократить время циркуляции и обеспечивает точную, равномерную регулировку температуры. Вместо осевых вентиляторов используются высокотемпературные центробежные воздуходувки, они рассчитаны на длительную непрерывную эксплуатацию и имеют низкий уровень поломок. Расстояние между нижними формующими полками сокращено до менее 350 мм, их количество доведено до 38 штук для улучшения качества формования. Зоны полимеризации оснащены одноярусными съемными крышками с теплоизоляцией плотностью 100 кг/м³. Крышки легко открываются и закрываются, обеспечивая отличную теплоизоляцию. Высокая точность автоматического синхронного поперечного раскроя. Для изготовления оборудования используется сталь национального стандарта, что гарантирует высокую производительность и стабильную работу. Применяются кабели национального стандарта (коммуникационные кабели с двойным экраном), обеспечивающие бесперебойную передачу сигналов и стабильную эксплуатацию линии. Доступна онлайн-удаленная отладка через сетевое подключение к Интернету.
- Производительность
| Требуемое количество операторов | 2–4 человека |
| Максимальная скорость протягивания | 3–10 м/мин |
| Оптимальная рабочая скорость | 4–7 м/мин (зависит от толщины листа и квалификации операторов) |
| Ширина готового листа | до 1,5 м (подходит для плоских панелей и развернутых профилей) |
| Толщина готового листа | 0,8–5 мм |
| Максимальная высота профиля готового листа | Макс. 130 мм |
- Основные технические параметры
| Входное питание | Трехфазное / ~380 В / 50 Гц / 3P+N+PE (возможна адаптация под локальную электросеть по запросу) |
| Мощность | Суммарная установленная мощность: 170 кВт. Рабочая мощность: 45 кВт. Пиковая мощность: 120 кВт. |
| Общая длина линии | 68–73 м |
| Общая ширина линии | 4–6 м |
| Высота линии | 4,5 м |
| Масса линии | 25 тонн |
- Список изделий Серия SH1500 Серия SH2200 Серия SH3000 Линия для производства водосточных желобов FRPЛиния для производства плоских панелей FRP для грузовых автомобилей SH3200 Машина для тиснения пленки Оборудование для пултрузии FRP-изделий
- Контакты Адрес: No.11-3 Leshan Road, Economic and Technology Development Zone, Qinhuangdao City, Hebei Province, China. Wechat: +86-18503359919 WhatsApp: +86-18603352012Tel: +86-18503359919Моб.: +86-335-3508855E-mail: admin.intlsalesdept@songhe.cc
- О компании Qinhuangdao Songhe Technology Co.,Ltd./ Qinhuangdao YiYang Machine Manufacturing Co., Ltd. была основана в 2017 году, и она находится в прекрасном прибрежном городе Циньхуандао, который находится неподалеку от Пекина с очень удобным транспортом.
Songhe занимается исследованием, проектированием и производством автоматических линий для формования изделий из FRP.